

-
加氢催化剂是石油冶炼过程中最重要的催化剂之一,主要用于重油的脱硫脱氮等[1]。加氢催化剂在使用过程中,由于高温以及有害物质的沉积吸附等影响,会永久性失活[2]。因此,不可避免地要置换出大量的废催化剂[3]。废加氢催化剂主要是由贵金属钒、钼、镍、钴等和载体氧化铝组成。因催化反应的需要,催化剂在制作过程中不得不添加一些有毒的组分,如As2O3、As2O5、CrO3等,这些有毒物质会沉积在废催化剂中[4]。倘若对废催化剂不加处置随意堆放的话,一方面堆积废催化剂需要占据大量的场地;另一方面废催化剂中的有毒物质会对环境造成极大的危害[4]。而废加氢催化剂中的贵金属钒 (V) 、钼 (Mo) 、镍 (Ni) 都是重要的战略金属,可被广泛应用于国民经济和国防军工等领域[5],故具有重要的回收价值。所以,实现废加氢催化剂的资源化利用,对环境保护和石油工业的可持续发展都是十分必要的[6]。
目前,Mo-Ni系催化剂是使用最多的一类加氢催化剂,针对这一类催化剂的有价金属回收方法主要有焙烧-浸出法、浸出-萃取法、浸出-离子交换法、加压碱浸法、氨浸法、生物浸出法等方法[7]。这些方法的共同点都是先将有价金属Mo、Ni、铝 (Al) 等从固相中转移到液相中,再在液相中对有价金属进行富集回收。因此,如何高效地将有价金属从固相中转移到液相中是关键技术问题。Mo、Al和Ni的化学性质不同,可选用钠化焙烧-水浸的方法将Mo、Al转化为可溶态,与Ni浸出分离。但是,目前并没有关于钠化焙烧-浸出过程的详细研究。
本研究拟采用响应面曲线法考察钠化焙烧-浸出过程中的碳酸钠添加量、焙烧温度、时间和浸出液固比、浸出温度对Mo、Al浸出率的影响;并且,结合热重-差示扫描量热法(TG-DSC)和X射线衍射法分析钠化焙烧过程中Mo、Al的转化机理。
-
供试原料是从某石油化工厂回收的废加氢催化剂,为黑色条状颗粒。经球磨化学法处理后采用X射线荧光光谱仪 (XRF) 对其进行分析,结果见表1。由表1可知,催化剂中载体氧化铝的质量分数为47.82%,含量最高;MoO3和NiO的质量分数分别为21.71%和3.558%,钼、镍含量亦较高,有很大的回收价值。
-
1) 焙烧预处理。废催化剂在使用过程中,表面有大量的积碳和油脂,所以需对废催化剂进行焙烧预处理,并使废催化剂中的金属化学形态从硫化物转化为氧化物[8]。
2) 钠化焙烧-水浸法。取10 g经焙烧预处理后的废加氢催化剂,按比例添加一定量的碳酸钠,充分研磨,使其混合均匀。将混匀后的样品置于马弗炉内,在一定温度下进行钠化焙烧[7]。主要反应式如式 (1)~式 (3) 所示。
样品经钠化焙烧后,加入一定量的水溶于锥形瓶中,置于磁力加热搅拌器上,恒温浸出。反应结束后,待样品冷却,将反应物进行抽滤,滤液存于离心管中。浸出液中钼含量测定采用硫氰酸盐比色法[9],铝含量测定采用铝试剂法。根据浸出液中Mo和Al的质量浓度,计算出Mo和Al的浸出率;焙烧过程的机理分析利用热重-差示扫描仪和X射线衍射仪进行分析。
3) 响应面法实验设计。响应曲面法设计软件为Design-expert 8.0.6;选择钠化焙烧温度(A)、焙烧时间(B)、碳酸钠添加量与催化剂质量比(简称为“碳酸钠添加量”;C)、浸出液固比(D)和浸出温度(E)为5个因素,以Mo和Al的浸出率为响应值,运用中心组合实验设计 (BBD) 法进行5因素3水平的响应面分析实验。设计的实验因素水平及编码见表2。按表2列出的实验因素水平,利用Design Expert软件,采用Box-Behnken模型进行实验设计,对实验结果进行多元回归拟合,可得响应曲面编码形式的二次多项回归方程。
-
对废催化剂进行焙烧预处理的目的是去除其表面的积碳和油脂。取10 g废催化剂分别在不同的温度下焙烧2 h,考察废催化剂烧失量的变化,结果见表3。由表3可知,随着焙烧温度增加,废催化剂的烧失量逐渐增加。当预处理温度较低时,废催化剂表面的油脂去除不完全,烧失量较低。因MoO3的熔点为795 ℃[10],故当预处理温度过高时,可使部分MoO3发生升华,所以预处理温度不宜高于800 ℃。不同温度预处理后的废催化剂进行X射线衍射分析的结果如图1所示。当预处理温度为300 ℃时,废催化剂表面的油脂和碳仍有大量残留,会影响X射线衍射分析,此时样品特征峰不明显,杂峰较多。当预处理温度在400~500 ℃时,预处理后的废催化剂主要物相为MoO3、Al2O3;MoO3、Al2O3均为两性氧化物,他们能与碱及某些强酸反应,从而方便后续的钠化焙烧实验[11];当预处理温度为600~800 ℃时,X射线衍射图中已无MoO3峰,废催化剂的主要物相为Al2(MoO4)3,这说明MoO3和Al2O3在高温下会结合生成Al2(MoO4)3。
为了探究Al2(MoO4)3参与钠化反应的过程及机理,分别取在500、600、700、800 ℃预处理后的废催化剂分别添加其质量1.1倍的碳酸钠充分磨匀混合,在950 ℃下焙烧2 h,待物料冷却后进行X射线衍射分析,结果如图2所示。由图2可知,经过不同温度预处理后的废催化剂与碳酸钠钠化焙烧反应产物均为Na2MoO4和NaAlO2,这说明以理温度在600~800 ℃预处理时,MoO3、Al2O3结合生成的Al2(MoO4)3不会影响Mo、Al的钠化反应。但考虑到实际生产过程的能耗问题,废催化剂的适合预处理条件确定为400~500 ℃下焙烧2 h。
-
对响应面法得到的回归方程进行了方差分析和显著性检验,结果见表4。其中,P值的大小表明模型及各考察因素的显著水平,P值小于0.05,表明模型或该因素有显著影响;P值小于0.001,表明模型或各因素影响显著。失拟项用来表示所用模型与实验拟合的程度,即二者差异的程度[12]。由表4可知,FMo=15.97,FAl=10.00,P值均小于0.0001,说明该模型的拟合效果良好。失拟项PMo=0.3038>0.05,PAl=0.1427>0.05,说明二次多项式拟合方程与实际数据吻合。
对于响应值E(Mo),参数A、B、C、E、A2、B2、C2、D2、E2的效应显著 (P<0.05) ;模型决定系数R2=0.9274,变异系数CVqe=1.48%<4%,表明模型的可信度和精确度较高[13];精密度是有效信号与噪声的比值,大于4即视为合理;对于E(Mo)的分析,本实验的信噪比为14.459,表示信号充足。对于响应值E(Al),参数A、B、C、A2、B2、C2、D2的效应显著 (P<0.05) ;模型决定系数R2=0.8889,变异系数CVqe=2.12%<4%,表明模型的可信度和精确度较高;对于E(Al)的分析,本实验的信噪比为11.680,表示信号充足。综合以上信息,可判断此模型拟合效果较好,可用于预测。
-
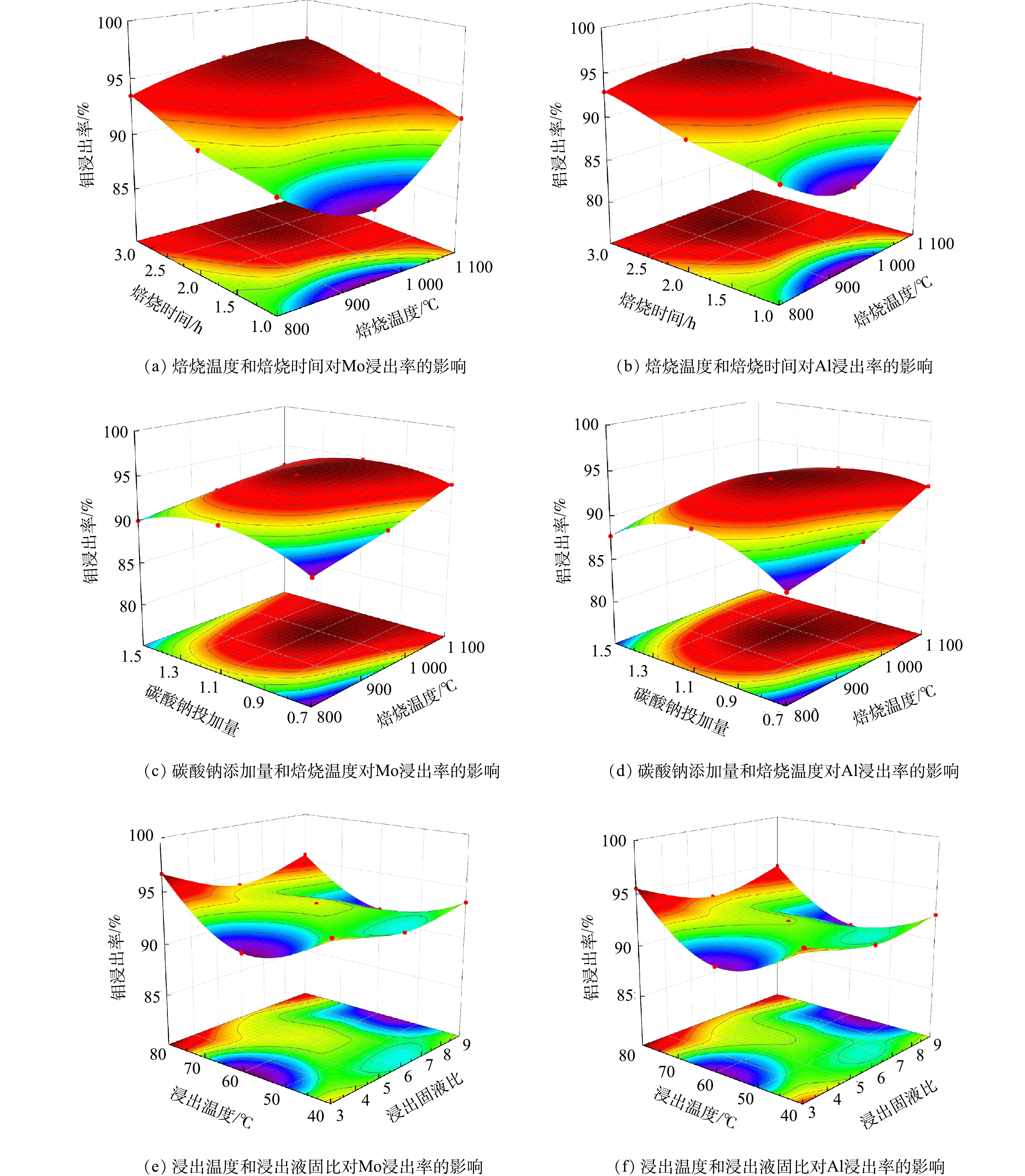
对模型中各项参数进行显著性检测发现,焙烧温度、焙烧时间、碳酸钠添加量对Mo、Al浸出率有显著影响 (P<0.05) 。在交互项中,各因素之间的交互作用均不明显[14]。由图3 (a) 、3 (b) 可以看出,Mo、Al浸出率随着焙烧温度和焙烧时间的提高均显著增加。当焙烧温度为800 ℃、焙烧时间也较低时,钠化反应不充分,Mo、Al的浸出率均在80%左右,且Al的浸出率略低于Mo的浸出率。随着焙烧温度的提高,Mo、Al浸出率均显著增加。焙烧温度也不宜过高,超过1 000 ℃下焙烧,物料易挥发,Mo、Al的浸出率反而有所下降。
碳酸钠添加量对Mo、Al浸出率的影响均较为显著。由于废催化剂中的硅、磷、砷等杂质也会消耗部分碳酸钠,所以加入的碳酸钠要过量。由图3 (c) 、3 (d) 可以看出,当碳酸钠添加量与废催化剂质量比大于1时,Mo、Al才能充分浸出;但碳酸钠的添加量再增加时,碳酸钠与P、Si等反应生成杂质就会增多,导致物料易烧结,从而会影响Mo、Al的浸出。
由图3 (e) 、3 (f) 可知,Mo、Al浸出率随着浸出温度升高而升高。提升温度可以增强溶液中离子活性,增大反应速率,当其他因素一定时,浸出温度在70 ℃时就能完成浸出过程;随着浸出液固比的增大,Mo、Al浸出率都呈先上升后下降的趋势。当浸出液固比为3∶1时,烧料与液体接触面积小,浸出反应不充分;但当浸出液固比过大时,则溶液碱性降低,也不利于Mo、Al浸出。所以,浸出液固比在6∶1左右就能确保Mo、Al的充分浸出。
-
根据回归模型,预测出最佳工艺条件为:焙烧温度为954 ℃、焙烧时间为2 h、碳酸钠添加量(Na2CO3与废加氢催化剂质量比)为1.1、浸出液固比为6∶1、浸出温度为70 ℃。在该条件下,Mo的浸出率在98.79%,Al浸出率为94.54%。
在最佳工艺条件下进行3组平行验证实验,结果见表5。Mo浸出率在98%以上、Al浸出在94%以上。浸出液中,Al质量浓度在30 g·L−1左右、Mo质量浓度为18 g·L−1左右,这说明响应面优化结果对实际生产具有一定的参考价值。
-
1) 碳酸钠添加量对Mo、Al钠化反应的影响。图4为经预处理后的催化剂添加不同量碳酸钠焙烧产物 (950 ℃) 的物相分析。由图4可知,在不同碳酸钠添加量下,焙烧产物的主要成分是钼酸钠和偏铝酸钠;碳酸钠添加量与废催化剂量比为0.7~0.9时,XRD图谱中有Na2MoO4、NaAlO2、Al2O3、Al2(MoO4)3衍射峰,此时碳酸钠量不足,部分MoO3与Al2O3结合生成了Al2(MoO4)3;当碳酸钠添加量与废催化剂量比为1.0时,焙烧产物中废催化剂中Al2(MoO4)3峰消失,但仍有Al2O3峰,这说明此时碳酸钠添加量仍不足;碳酸钠添加量与废催化剂量比为1.1、1.2时Al2O3峰也消失,这说明此时碳酸钠添加量已足够,几乎全部的铝也与钠盐反应。
图5为当固定浸出液固比为6:1、浸出温度为60 ℃时,Mo、Al浸出率与碳酸钠添加量的变化关系。由图5可知,Mo、Al浸出率总体呈先上升后下降的趋势;在碳酸钠添加量小于1.1倍时,Mo、Al浸出率随着碳酸钠添加量的增加而增加;当碳酸钠添加量为1.1倍时,Mo、Al浸出率最高,分别为98.75%、95.02%;但当碳酸钠添加量大于1.1倍时,Mo、Al浸出率又有所降低。这是因为,随着碳酸钠的过量加入会影响物料的熔点,物料易烧结,导致Mo、Al浸出率降低。综合上述信息可知,碳酸钠加入量为废催化剂质量的1.1倍较合适。
2) 焙烧温度对Mo、Al钠化反应的影响。图6是在500 ℃ (空气气氛,升温速率10 ℃·min−1) 下,焙烧预处理后的废加氢催化剂中加入其质量比为1.1倍的碳酸钠后的TG-DSC曲线。在100、750 ℃处出现放热峰,这说明有明显的的质量损耗。第1个放热峰是因为样品中水分的蒸发;第2个峰在700~1000 ℃之间,此时因MoO3、Al2O3参与钠化反应,生成CO2产生质量减少的现象。由此可知,钠化反应大量发生的温度为700~100 0 ℃。由图7可知,催化剂在不同焙烧温度下的钠化焙烧产物物相均为Na2MoO4、NaAlO2。在700 ℃时,Na2MoO4、NaAlO2峰较弱,此时钠化反应未大量发生;800~950 ℃时,Na2MoO4、NaAlO2峰显著增强;在950 ℃时Na2MoO4、NaAlO2峰达到最强,这说明在此温度下钠化反应大量发生。随着焙烧温度的进一步升高,Na2MoO4、NaAlO2峰又有所降低,这是因为过高温度下物料易挥发,使得产物减少。
图8为在固定浸出液固比为6:1、浸出温度为60 ℃条件下,Mo、Al浸出率与钠化焙烧温度的变化关系。由图8可知,当温度较低时,钠化反应未大量发生,Mo、Al浸出率较低;当温度达到950 ℃时,Mo、Al浸出率最高,分别为98.11%、94.87%。超过1 000 ℃时,Mo、Al浸出率又有所下降。这是因为,过高温度钼会挥发损失,物料也会发生烧结,影响Mo、Al的浸出。综合上述信息可知,钠化反应最佳温度为950 ℃。
3)焙烧时间对Mo、Al钠化反应的影响。由图9可知,不同焙烧时间下烧料的物相均为Na2MoO4和NaAlO2。当焙烧时间为1、1.5 h时,由于反应时间较短,所以Na2MoO4和NaAlO2峰较弱;当焙烧时间为2 h时,Na2MoO4和NaAlO2峰显著增强;继续增加焙烧时长,Na2MoO4和NaAlO2峰则并无明显变化。
图10为在固定浸出液固比为6:1、浸出温度为60 ℃条件下,Mo、Al浸出率与焙烧时间的变化关系。由图10可知,当焙烧时间小于2 h时,Mo、Al浸出率随着焙烧时间的增加而增加;焙烧时间为2 h时,Mo、Al浸出率最大,分别为98.22%、94.03%;当焙烧时间大于2 h时,铝的浸出率变化不大,钼浸出率明显下降。这是因为,随着焙烧时间的增加,部分钼挥发损失,物料也易发生烧结,从而不利于金属的浸出。综合上述信息可知,钠化焙烧时间为2 h较合适。
-
1) 适宜的废催化剂焙烧预处理温度为400~500 ℃。随着预处理温度的升高,钼与铝会结合生成Al2(MoO4)3;Al2(MoO4)3也可以参与钠化反应。
2) 基于响应面得出的钠化焙烧-水浸回收废加氢催化剂中有价金属的最优工艺条件为:焙烧温度950 ℃、焙烧时间2 h、Na2CO3与废加氢催化剂质量比1.1∶1、浸出液固比6∶1、浸出温度70 ℃;在此条件下,Mo浸出率超过98%、浸出率超过94%。
3) 碳酸钠添加量较少时,未参与钠化反应的钼和铝会结合生成Al2(MoO4)3;而碳酸钠添加过量时,物料易烧结,造成Mo、Al浸出率降低。
4) Mo、Al发生钠化反应的温度在700~1 000 ℃之间;继续提高温度会加大物料挥发,导致生成的Na2MoO4、NaAlO2减少,Mo、Al浸出率降低。
基于响应曲面法的钠化焙烧-水浸法回收废加氢催化剂中有价金属工艺优化
Optimization of recovery of valuable metals from spent hydrogenation catalyst by sodium roasting water leaching method based on response surface methodology
-
摘要: 为提高废加氢催化剂钠化焙烧-水浸分离工艺回收有价金属的效率,采用响应面法优化了废加氢催化剂钠化焙烧-水浸工艺条件,探讨了焙烧温度、焙烧时间、碳酸钠添加量、浸出温度和液固比对Mo、Al浸出率的影响,并确定了最优工艺条件;同时,采用热重-差示扫描量热法 (TG-DSC) 和X射线衍射法 (XRD) 分析了废催化剂预处理与钠化焙烧过程的物相变化。结果表明:适宜的预处理温度为400~500 ℃。随着预处理温度的升高,钼与铝结合生成Al2(MoO4)3;Al2(MoO4)3可参与钠化反应。在钠化焙烧温度为950 ℃、焙烧时间为2 h、碳酸钠与废加氢催化剂质量比为1.1∶1、浸出液固比为6:1、浸出温度为70 ℃的条件下,Mo的浸出率可达98%以上、Al的浸出率可达94%以上。当碳酸钠添加量较少时,未参与钠化反应的Mo和Al会结合生成Al2(MoO4)3,从而造成Mo、Al浸出率降低。Mo、Al发生钠化反应的温度在700~1000 ℃之间;当焙烧温度为700 ℃时,钠化反应未大量发生;随着反应温度的提高,钠化反应大量发生,至950 ℃时钠化反应最充分。本研究结果可为废加氢催化剂钠化焙烧-水浸分离回收有价金属提供参考。Abstract: The process conditions of sodium roasting and water extraction were optimized by response surface method during the recovery of valuable metals from spent hydrogenation catalyst. The effects of roasting temperature, roasting time, sodium carbonate adding amount, leaching temperature and liquid-solid ratio on the extraction rate of Mo and Al were examined, and the optimal process conditions were determined. TG-DSC and X-ray diffraction were used to analyze the phase transformation during pretreatment and sodium roasting of spent catalyst. The results showed that the suitable pretreatment temperature was located in the range of 400 and 500 ℃. With the increase of pretreatment temperature, Al2(MoO4)3 can be formed by the combination of Mo and Al, while Al2(MoO4)3 can still participate in the sodium reaction. The maxmium extraction ratios of Mo and Al of over 98% and 94% could be obtained when the mixture of sodium carbonate and spent hydrogenation catalyst with mass ratio of 1.1:1 was roasted at 950 ℃ for 2 h, and was further extracted by water with the liquid-solid ratio of 6:1 at 70 ℃. Mo and Al combine and form Al2(MoO4)3 with the introduction of slight sodium carbonate. The sodium reaction did not occur substantially at 700 ℃, while finish completely with the temperature rising to 950 ℃. This study provides technical and theoretical supporting for the sodium roasting and water extraction process of spent hydrogenation catalyst.
-

-
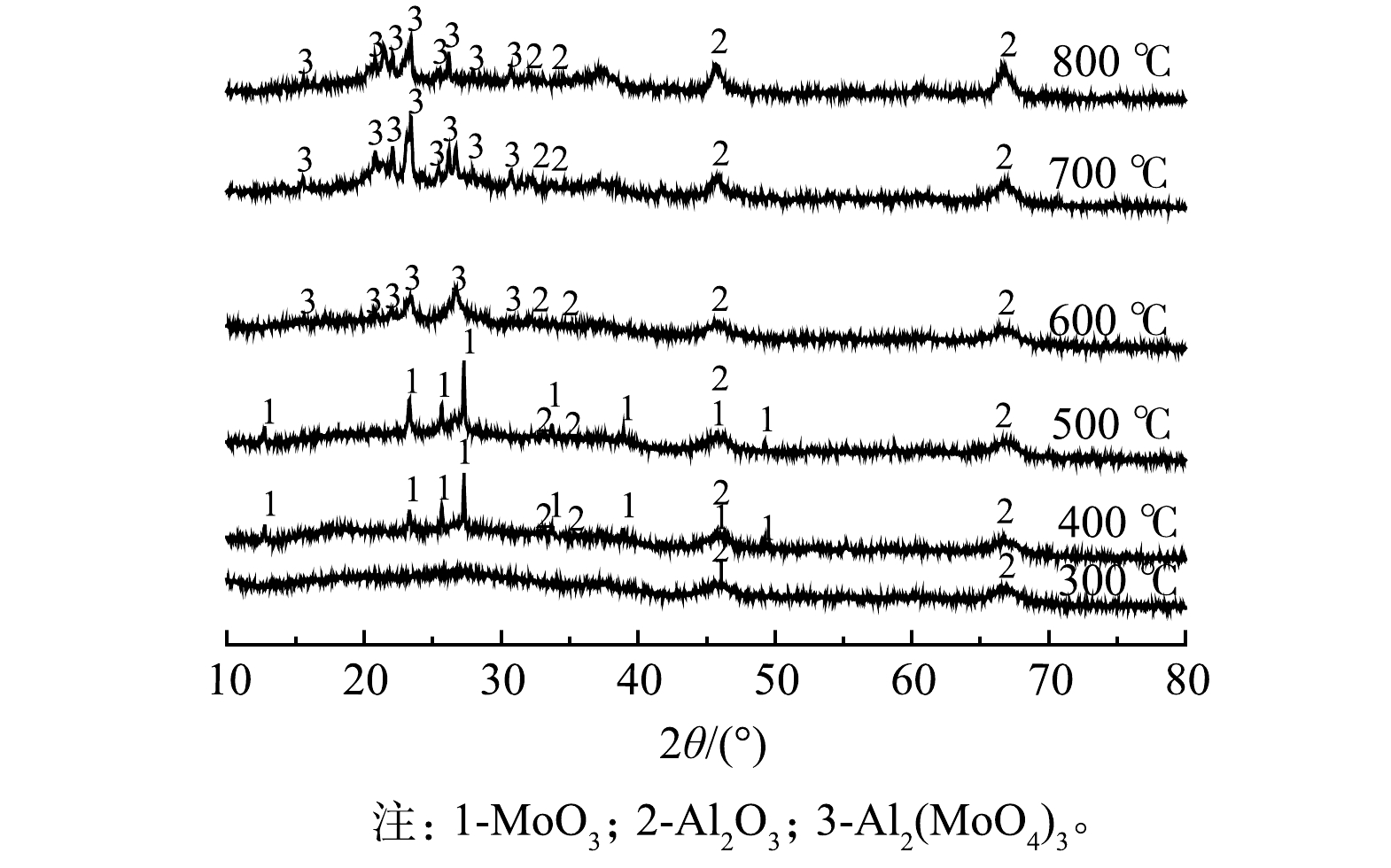
图 1 不同预处理温度下废催化剂物相分析
Figure 1. Phase analysis of spent catalyst at different pretreatment temperatures
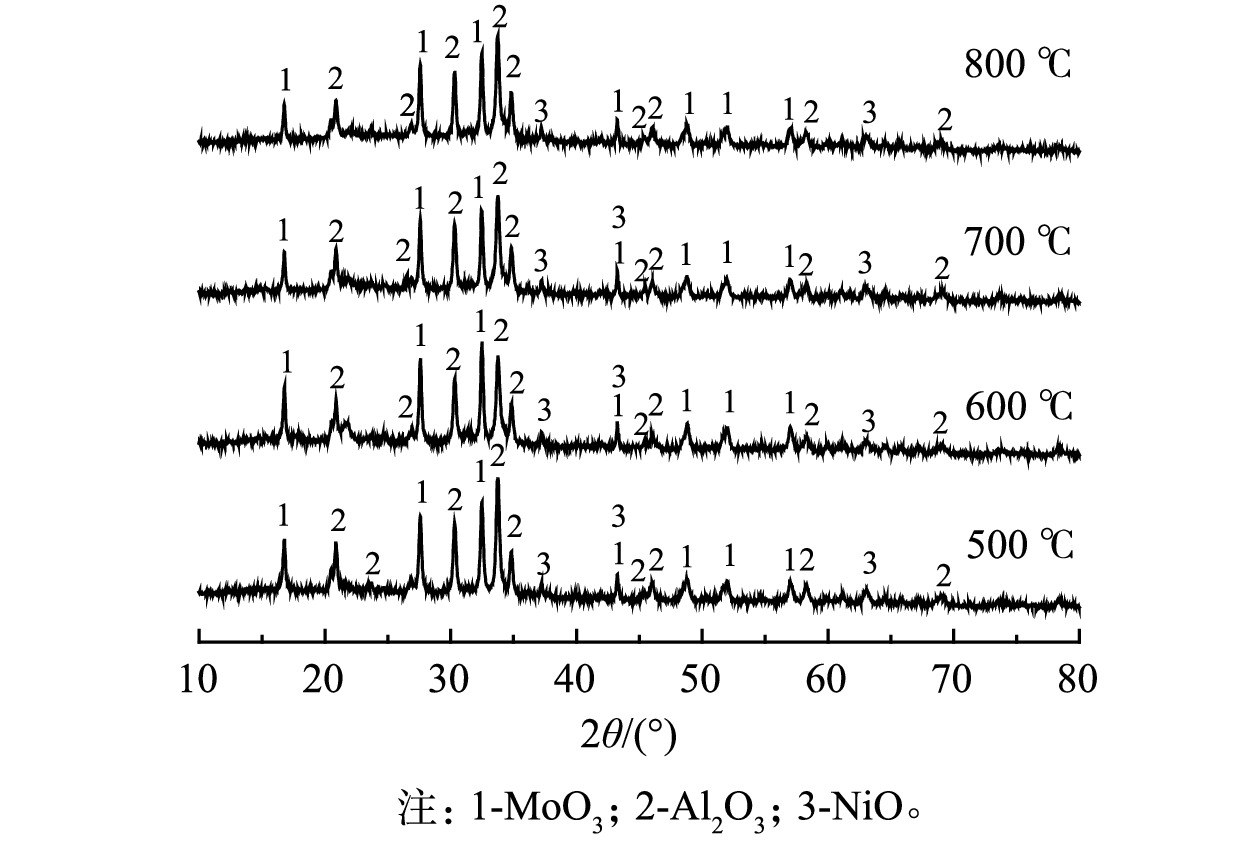
图 2 不同温度下预处理废催化剂钠化反应后产物物相分析
Figure 2. Phase analysis of sodium reaction of waste catalyst pretreated at different temperatures
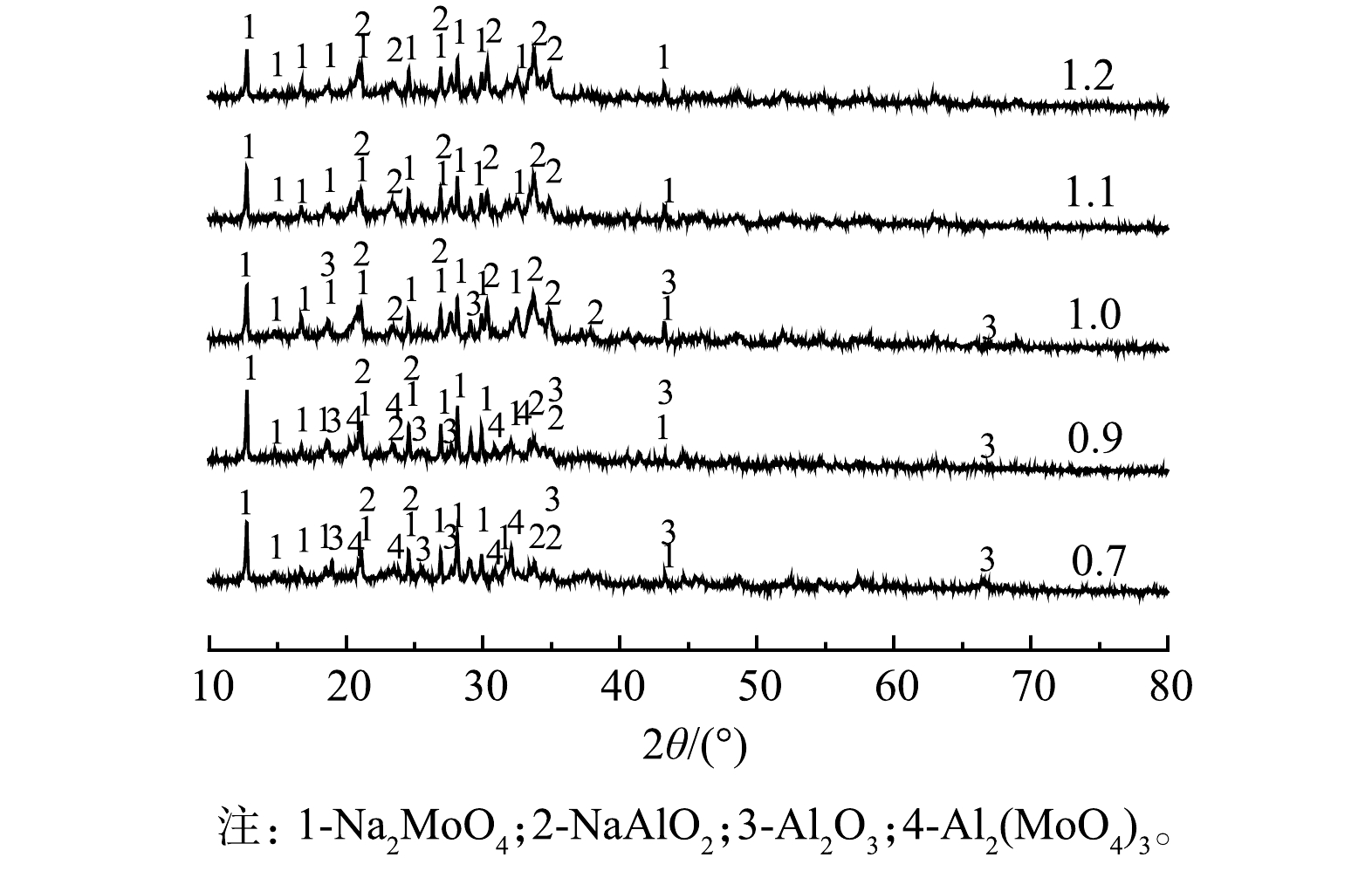
图 4 添加不同量碳酸钠的焙烧产物 (950 ℃) 物相分析
Figure 4. Phase analysis of calcined products (950 ℃) with different amount of sodium carbonate
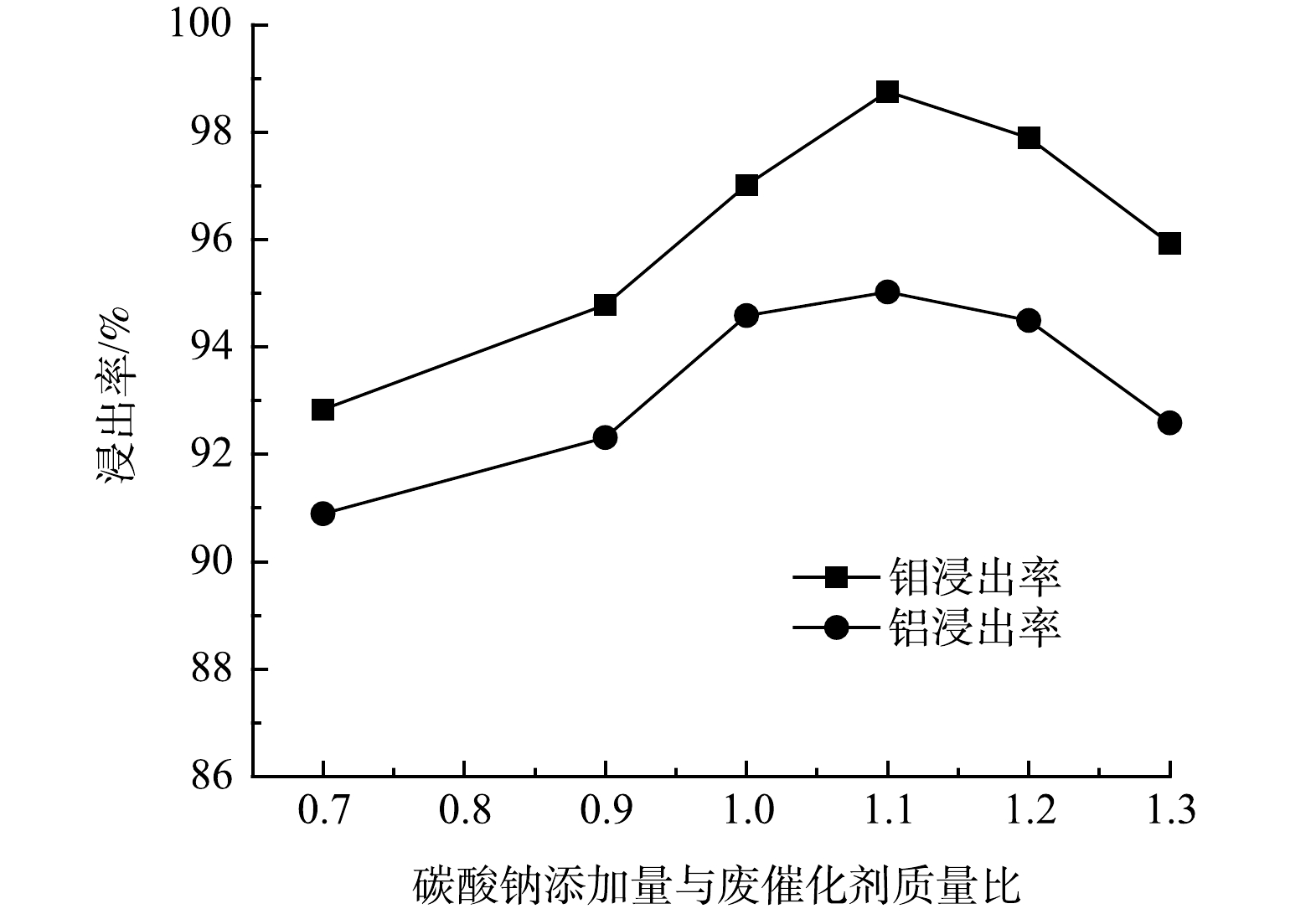
图 5 不同碳酸钠添加量下Mo、Al浸出率
Figure 5. Leaching rate of molybdenum and aluminum with different amount of sodium carbonate
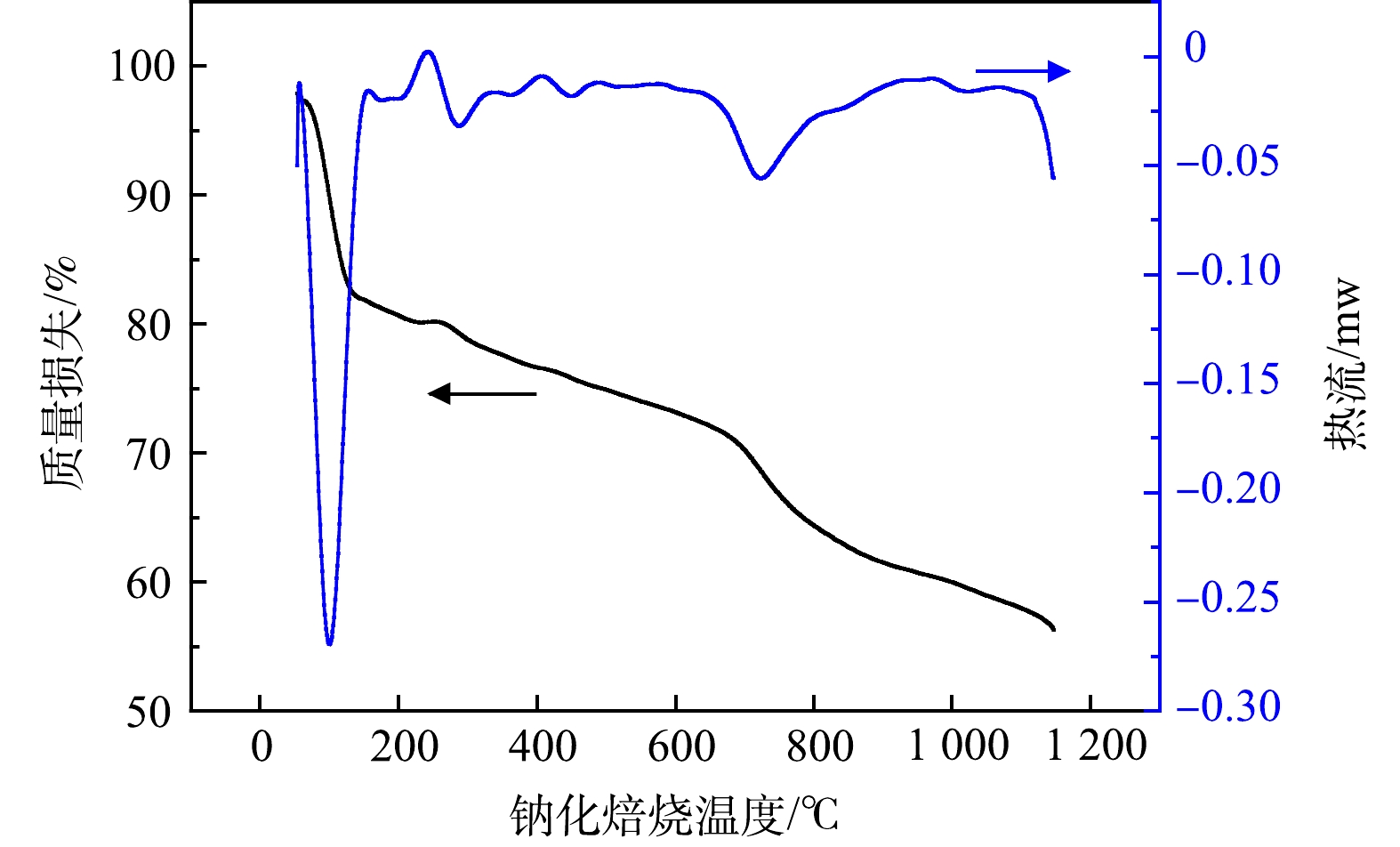
图 6 预处理废加氢催化剂与碳酸钠混合物的TG-DSC曲线
Figure 6. TG-DSC curves of the mixture of pretreated spent hydrotreating catalyst and sodium carbonate
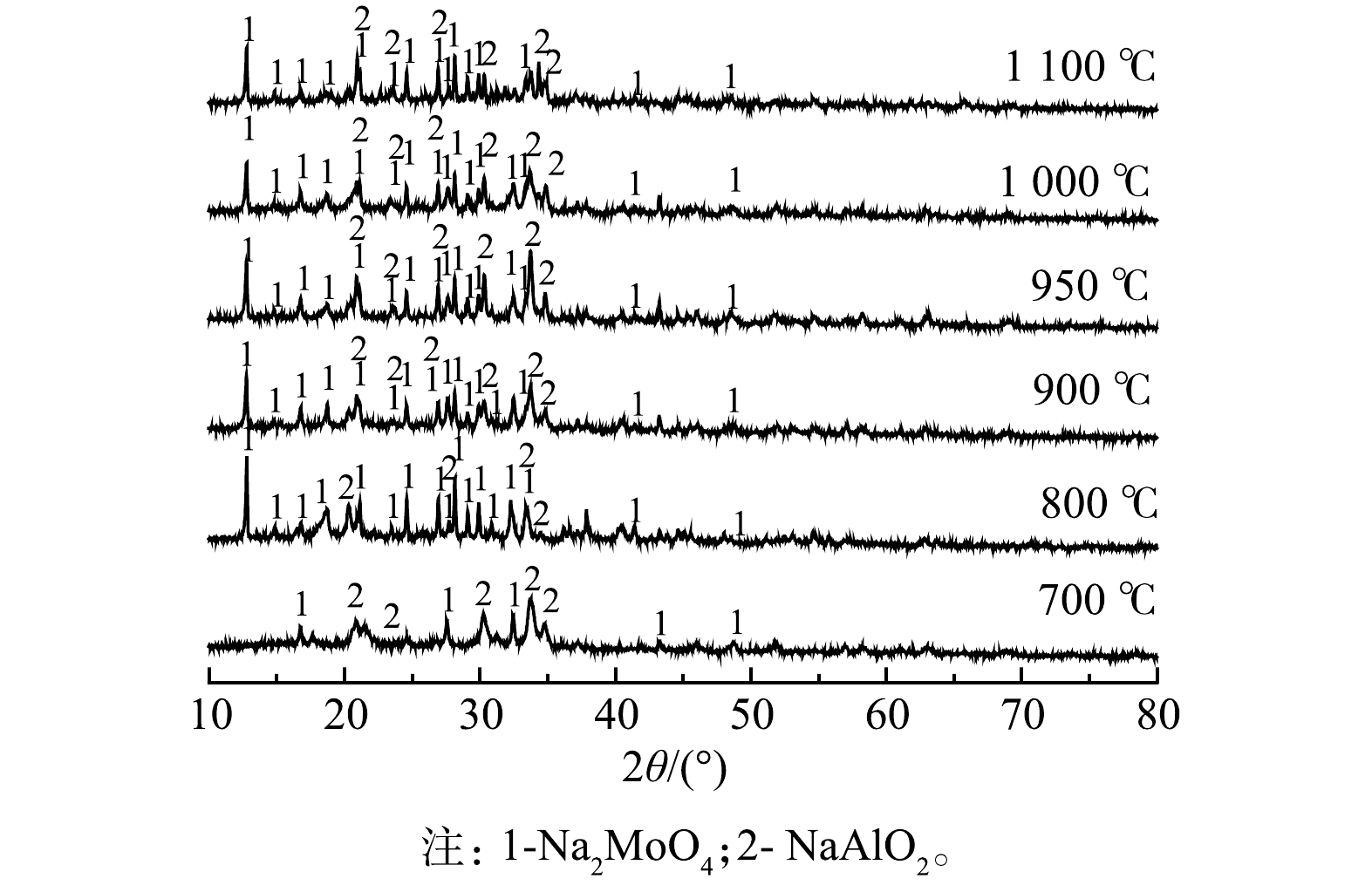
图 7 不同焙烧温度下产物的物相分析
Figure 7. Phase analysis of products at different calcination temperatures
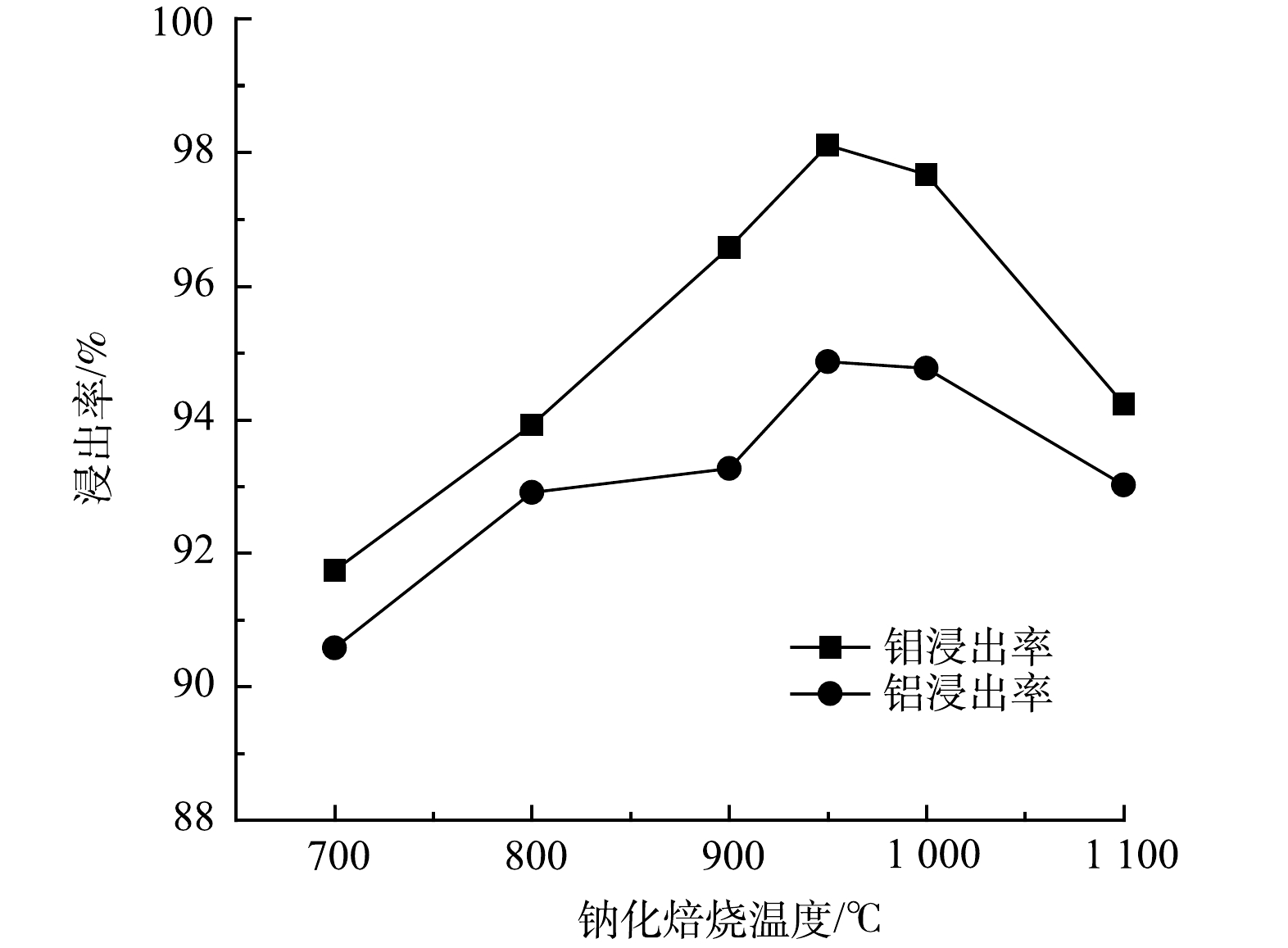
图 8 不同钠化焙烧温度下Mo、Al浸出率
Figure 8. Leaching rate of molybdenum under different roasting temperature and sodium
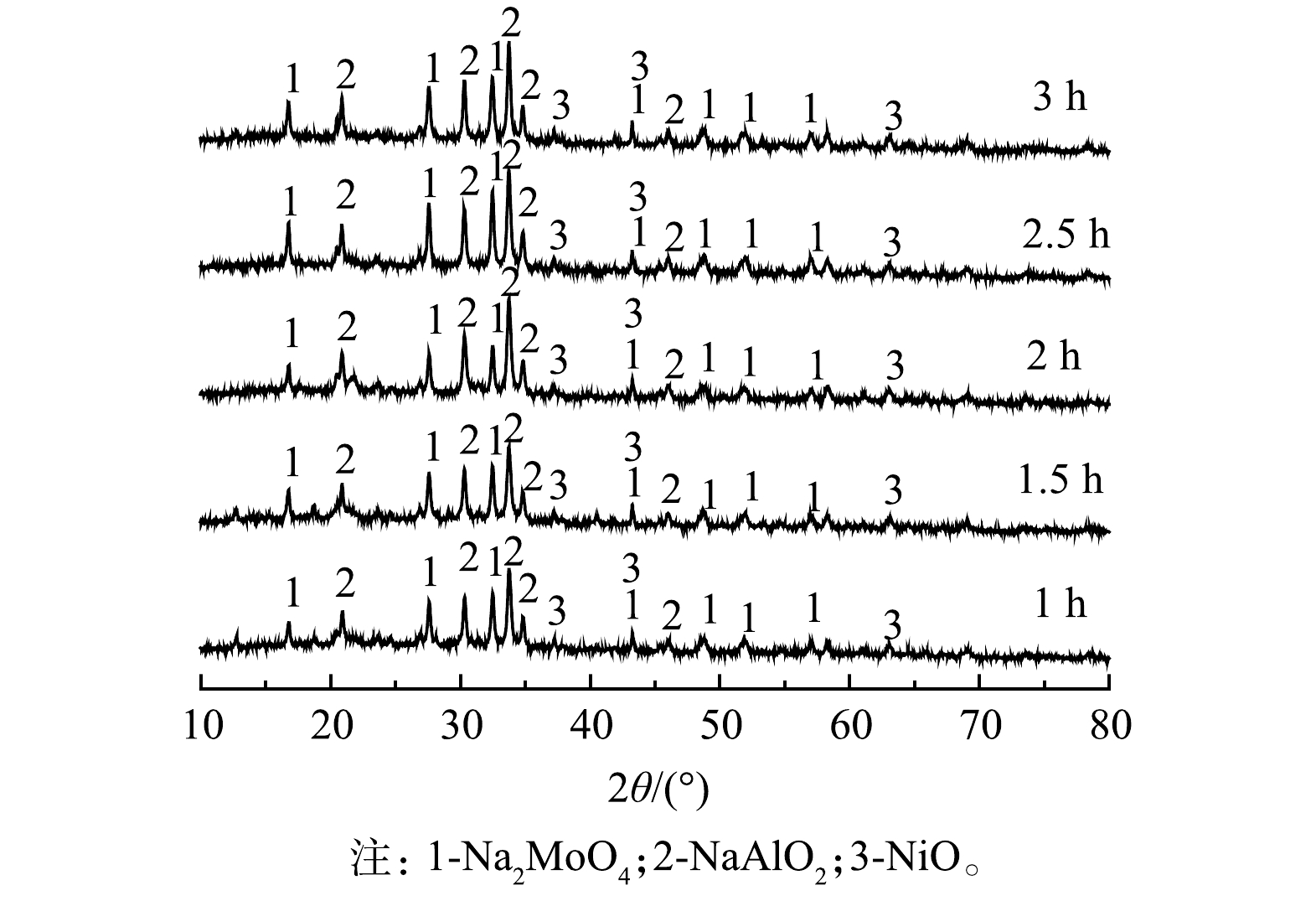
图 9 不同焙烧时间条件下焙烧产物 (950 ℃) 的物相分析
Figure 9. Phase analysis of calcined products (950 ℃) under different calcination time
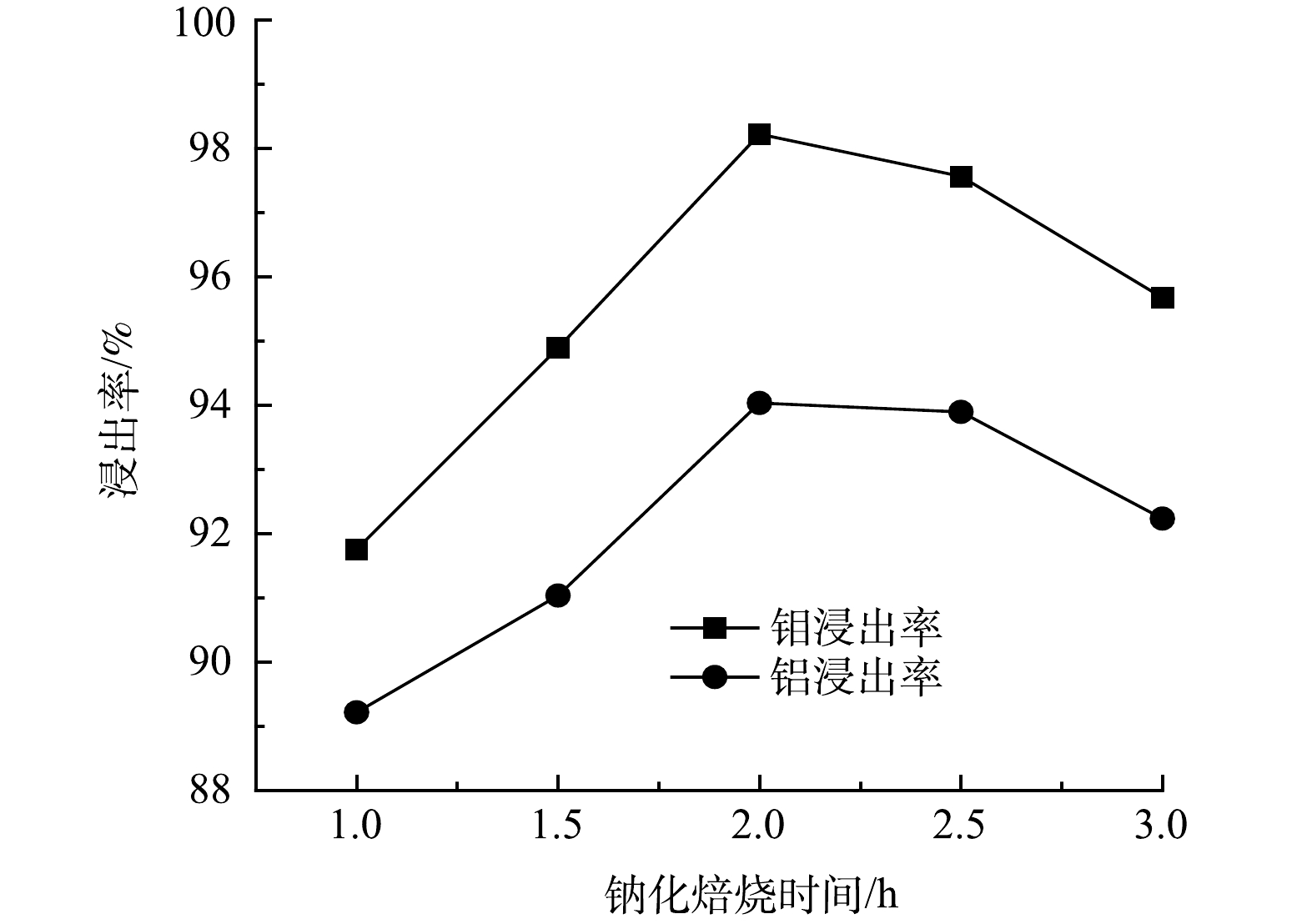
图 10 不同钠化焙烧时间下Mo、Al浸出率
Figure 10. Leaching rate of molybdenum and aluminum under different sodium roasting time
表 1 废催化剂XRF分析结果
Table 1. Main composition of the material by XRF %
Al2O3 MoO3 SO3 P2O5 NiO SiO2 Fe2O3 CoO 47.82 21.71 20.25 4.317 3.558 2.08 0.072 9 0.071 8  下载: 导出CSV
下载: 导出CSV
表 2 BBD法实验设计
Table 2. Design experiment level and coding with BBD method
因素 水平参数 −1 0 +1 焙烧温度(A)/ ℃ 800 900 1100 焙烧时间(B)/h 1 2 3 碳酸钠添加量(C) 0.7 1.1 1.5 浸出液固比(D) 3∶1 6∶1 9∶1 浸出温度(E)/ ℃ 40 60 80
下载: 导出CSV
表 3 废催化剂在不同温度下的烧矢量
Table 3. Burning vector of spent catalyst at different temperatures
温度/ ℃ 烧失量/% 温度/ ℃ 烧失量/% 300 10.2 650 19.2 400 17.4 700 19.6 500 17.9 800 21.5 600 18.7
下载: 导出CSV
表 4 回归模型的方差分析结果
Table 4. Analysis of variance of regression model
参数 自由度 平方和 均方差 F值 P Mo Al Mo Al Mo Al Mo Al Model 20 605.72 757.30 30.29 37.86 15.97 10.00 <0.000 1 <0.000 1 A 1 44.02 40.10 44.02 40.10 23.21 10.59 <0.000 1 0.003 3 B 1 250.27 310.64 250.27 310.64 131.96 82.04 <0.000 1 <0.000 1 C 1 1.06 0.55 1.06 0.55 0.56 0.14 0.001 5 0.006 9 D 1 0.028 0.56 0.028 0.56 0.015 0.15 0.904 2 0.704 1 E 1 10.26 5.69 10.26 5.69 5.41 1.5 0.028 5 0.231 7 AB 1 0.004 9 1.56 0.004 9 1.56 0.002 584 0.41 0.959 9 0.526 5 AC 1 1.31 2.89 1.31 2.89 0.69 076 0.413 6 0.390 6 AD 1 1.21 0.026 1.21 0.026 0.64 0.006 761 0.432 0 0.935 1 AE 1 0.016 2.74 0.016 2.74 0.008 283 0.72 0.928 4 0.403 1 BC 1 4.20 3.33 4.20 3.33 2.22 0.88 0.149 1 0.357 3 BD 1 1.00 2.03 1.00 2.03 0.53 0.54 0.474 5 0.470 8 BE 1 0.20 0.74 0.20 0.74 0.11 0.20 0.746 6 0.662 3 CD 1 0.21 0.58 0.21 0.58 0.11 0.15 0.741 2 0.699 4 CE 1 0.25 0.11 0.25 0.11 0.13 0.030 0.722 3 0.864 7 DE 1 0.018 0.023 0.018 0.023 0.009 609 0.005 942 0.922 7 0.939 2 A2 1 49.30 54.58 49.30 54.58 25.99 14.42 <0.000 1 0.000 8 B2 1 142.56 185.74 142.56 185.74 75.17 49.02 <0.000 1 <0.000 1 C2 1 189.11 243.46 189.11 243.46 99.71 64.30 <0.000 1 <0.000 1 D2 1 80.88 89.04 80.88 89.04 42.64 23.52 <0.000 1 <0.000 1 E2 1 7.13 2.11 7.13 2.11 3.76 0.56 <0.000 1 0.462 4 残差 25 47.42 94.66 1.90 — — — — — 失拟项 20 41.18 86.47 2.06 — 1.65 2.64 0.303 8 0.142 7 纯误差 5 6.24 8.19 1.25 — — — — — 总离差 45 653.13 851.96 — — — — — —
下载: 导出CSV
表 5 实验结果验证
Table 5. Verification of experimental results
% 实验序号 Mo浸出率 Al浸出率 1 98.79 95.21 2 99.01 94.89 3 99.24 95.03
下载: 导出CSV
-
[1] ISABEL Pinto, HELENA Soares. Recovery of molybdates from an alkaline leachate of spent hydrodesulphurisation catalyst – proposal of a nearly-closed process[J]. Journal of Cleaner Production, 2013, 52: 481-487. doi: 10.1016/j.jclepro.2013.03.021 [2] 刘公召, 阎伟, 梅晓丹, 等. 从废加氢催化剂中提取钼的研究[J]. 矿冶工程, 2010, 30(2): 70-72. doi: 10.3969/j.issn.0253-6099.2010.02.018 [3] 季思伟. 炼油加氢废催化剂中有价金属的回收[D]. 上海: 华东理工大学, 2012. [4] 许傲云. 石油加氢废催化剂中有价金属的综合回收利用[D]. 上海: 东华大学, 2014. [5] 赵中伟, 李江涛. 中国钼镍矿开发利用的技术现状及前景分析[J]. 中国金属通报, 2010(29): 38-40. [6] 张沛. 660MW燃煤电厂商用SCR脱硝催化剂的失活分析与再生探究[D]. 杭州: 浙江大学, 2017. [7] 祁兴维, 林爽. 废加氢催化剂中金属钼回收技术研究[J]. 当代化工, 2019, 48(04): 126-128+141. doi: 10.3969/j.issn.1671-0460.2019.04.030 [8] 刘贵清, 张邦胜, 王芳, 等. 废镍钼催化剂两段焙烧-水浸试验研究[J]. 中国资源综合利用, 2018(6): 23-26. doi: 10.3969/j.issn.1008-9500.2018.06.007 [9] 北京矿冶研究总院测试研究所. 有色冶金分析手册[J]. 北京:冶金工业出版社, 2004: 202-203. [10] 宋生强. 氧化钼、氧化钒自还原直接合金化冶炼含钼含钒钢研究[D]. 武汉: 武汉科技大学, 2014. [11] 向铁根. 钼冶金[J]. 长沙:中南大学出版社, 2009: 181-183. [12] 淡玄玄, 李小敏. 亚麻对染料甲基紫吸附的响应面法分析[J]. 环境监测管理与技术, 2017, 29(6): 68-71. doi: 10.3969/j.issn.1006-2009.2017.06.017 [13] 王雅辉, 邹雪刚, 舒冉君, 等. 胡敏素对Pb2+吸附的响应面优化及机理[J]. 中国环境科学, 2017, 37(5): 1814-1822. doi: 10.3969/j.issn.1000-6923.2017.05.026 [14] MOHAMED OSMAN Saeed, KHAIRUM Azizli, MOHAMMED HASNAIN Isa, et al. Application of CCD in RSM to obtain optimize treatment of POME using Fenton oxidation process[J]. Journal of Water Process Engineering, 2015, 52: 481-487. -
 点击查看大图
点击查看大图
计量
- 文章访问数: 3540
- HTML全文浏览数: 3540
- PDF下载数: 154
- 施引文献: 0
